
Project Goal:
For my Masters thesis, I wanted to design a CNC-based automatic modal analysis platform for acoustic instruments and other lightweight highly-resonant structures. The goal was to automate and standardize roving impact modal analysis testing and data collection (the process of exerting a known excitation force onto a structure and measuring the vibrational response across multiple points to capture a representation of the whole structure's modal characteristics).
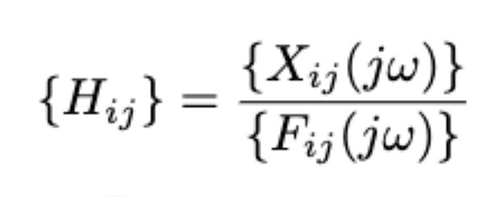
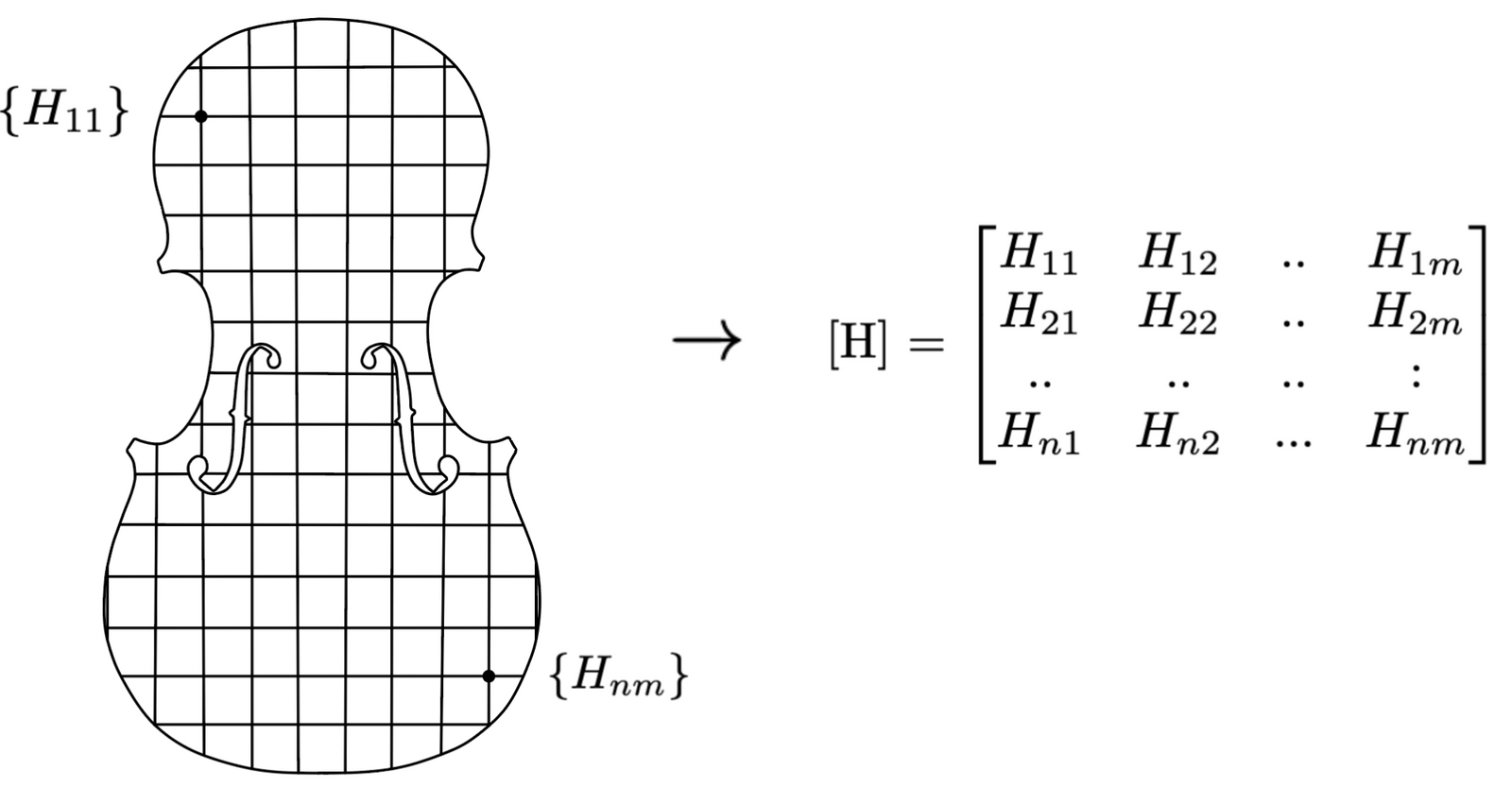
Figure 1: Demonstration of Transfer Function Creation
Requirements:
In all prior work, roving impact modal analysis testing has been a manual process. The tester lays out a two-dimensional array of test points on the surface of an instrument and taps an impulse hammer at each location to collect the vibration response. Because this is all done by hand, the actuation of the hammer is highly variable; parameters such as contact time and force vary between trials.
I wanted to design a machine that would automate and standardize this process, such that the system can be used as a tool to quickly test instruments against each other without operator experimental variation. To accomplish this goal, the machine must meet these requirements:
1. The platform must be instrument/structure agnostic. An operator should be able to place a wide variety of instruments/structures into the machine, and the machine should be able to safely reach all test points on the instrument/structure’s surface.
2. The impulse hammer actuation should be repeatable and accurate.
3. Given that the operator supplies a three-dimensional model of the instrument/structure and the desired number of test points, the testing path plan should be auto-generated by the system.
4. All data collection should be managed by the system.
2. The impulse hammer actuation should be repeatable and accurate.
3. Given that the operator supplies a three-dimensional model of the instrument/structure and the desired number of test points, the testing path plan should be auto-generated by the system.
4. All data collection should be managed by the system.
Prototyping and Design:
I decided the CNC-platform should be a raised 2 axis (X-Y) plotter with a custom designed polar end effector to add two more axes (Z and C). Adding a Z and C axis allows the end effector to approach the instrument from either side and safely retract while traversing across the middle of the instrument. It also allows alternative angles of approach if a normal approach is impossible.
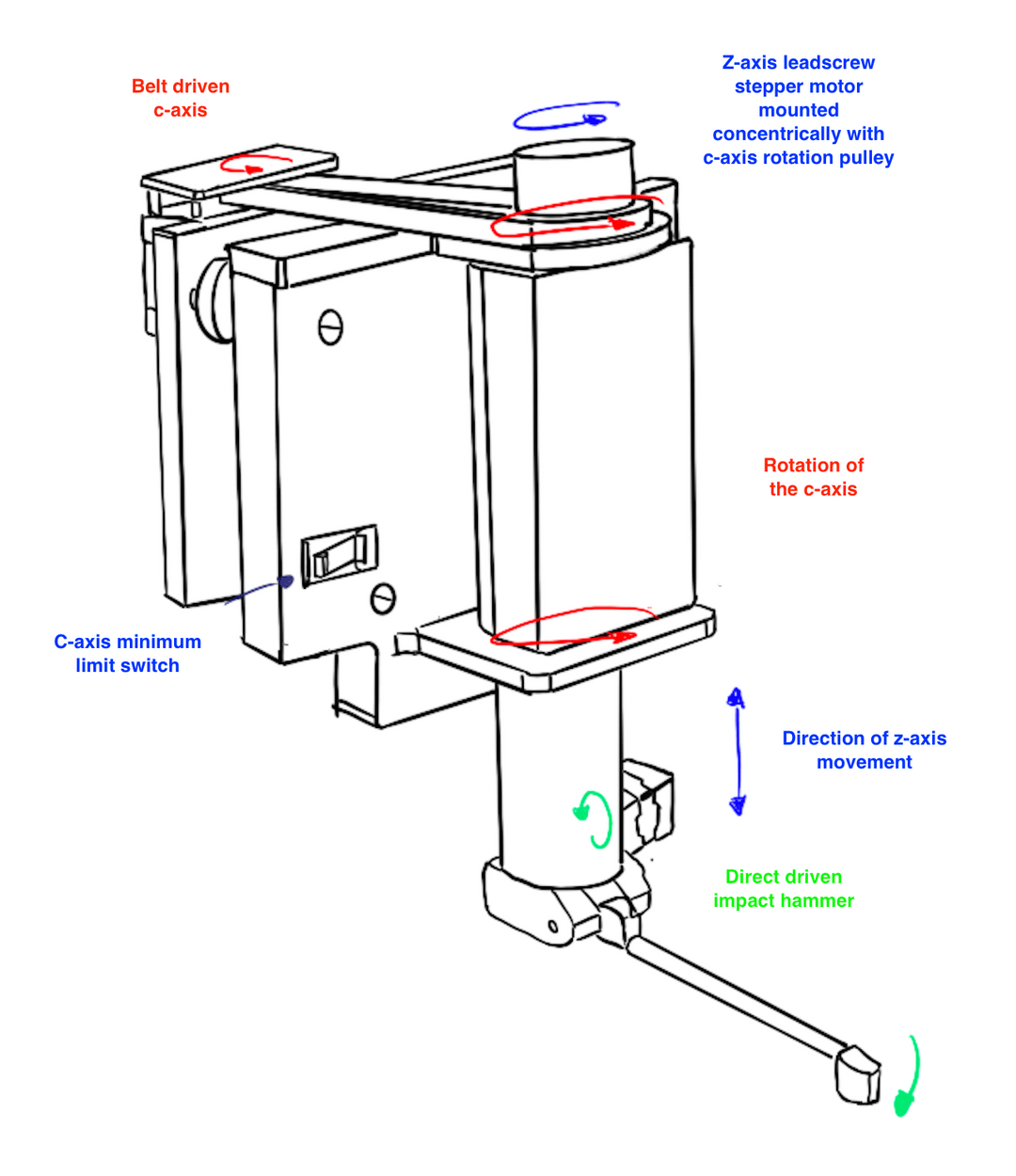
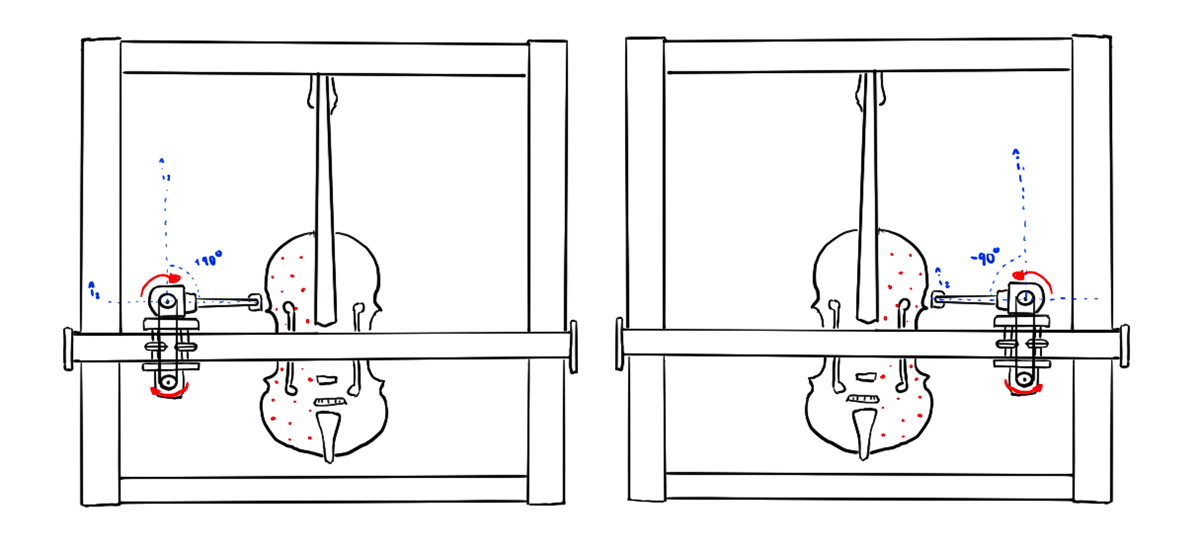
Figure 2: Initial sketches of the actuator and full system design
Figure 3 shows the exploded views of the final custom carriage design. The base structure of the carriage is composed of 6 mm laser cut acrylic fastened together with T-joints. The X and C-axes drive stepper motors are offset from the back of the carriage, and the Z-axis is driven by an integrated leadscrew stepper motor. The Z-axis movement is constrained by a sheet metal linear guide and alignment tracker. The carriage runs on the aluminum extrusion with V-groove wheels, which are cammed to give adjustable preload on the mount.
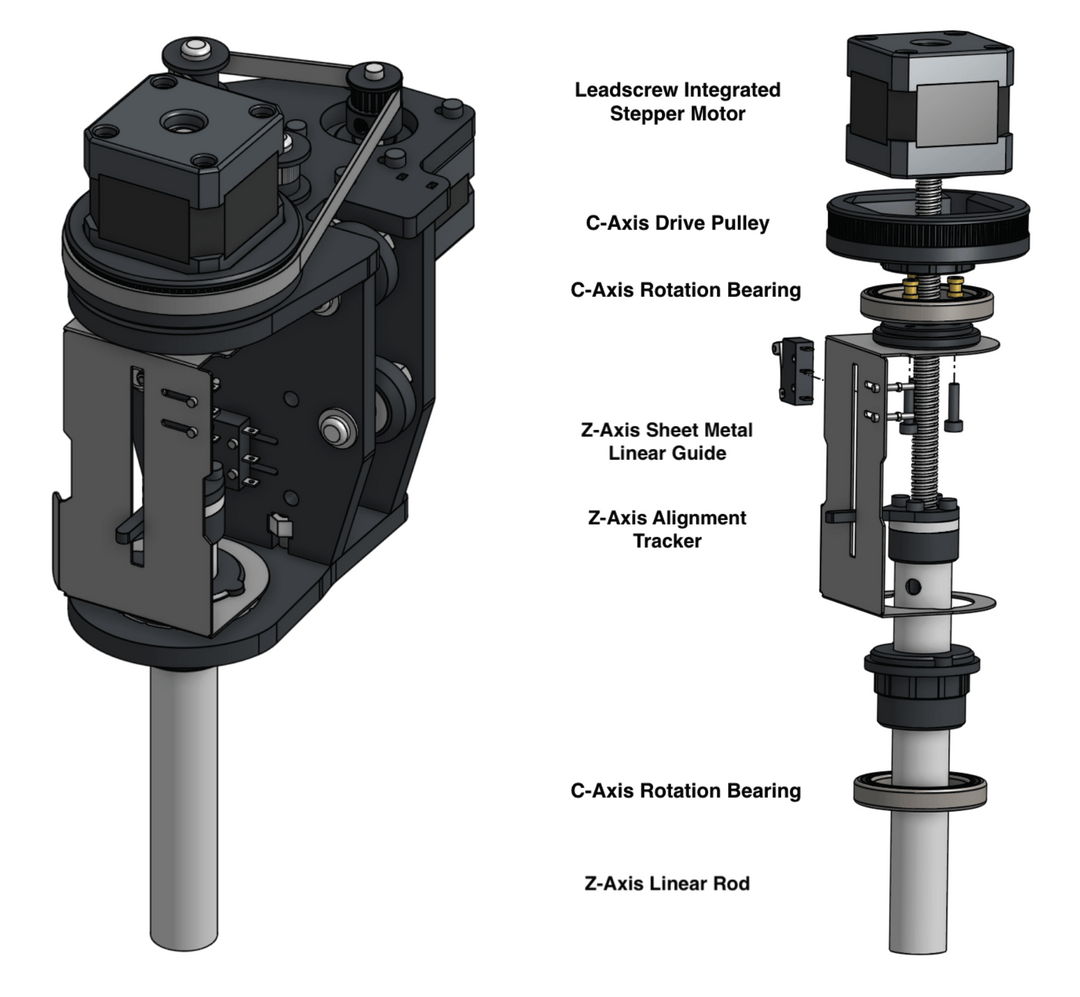
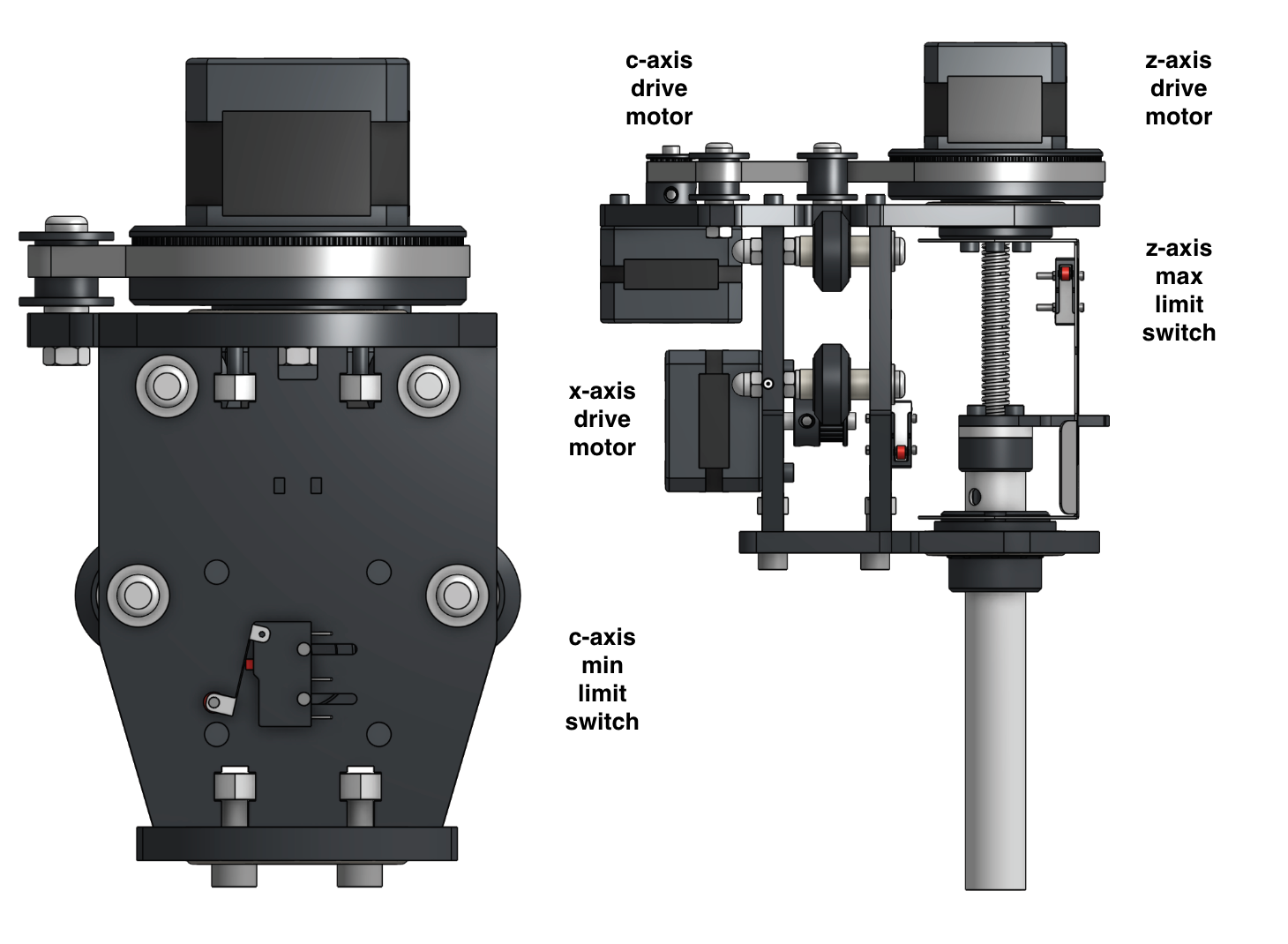
Figure 3: Exploded View of the Final Actuator
Figure 4 shows the final impulse hammer actuator design. The impulse hammer is mounted such that it pivots about the supported bearing drive by a 25:1 DC micro-gear motor (see Figures 4a and 4d). Without power applied to the motor, the pivot point of the impulse hammer is practically frictionless, allowing for smooth actuation of the hammer. The actuator has a built-in BL-Touch probe for touching off of at the test point to get the right Z-index (height).
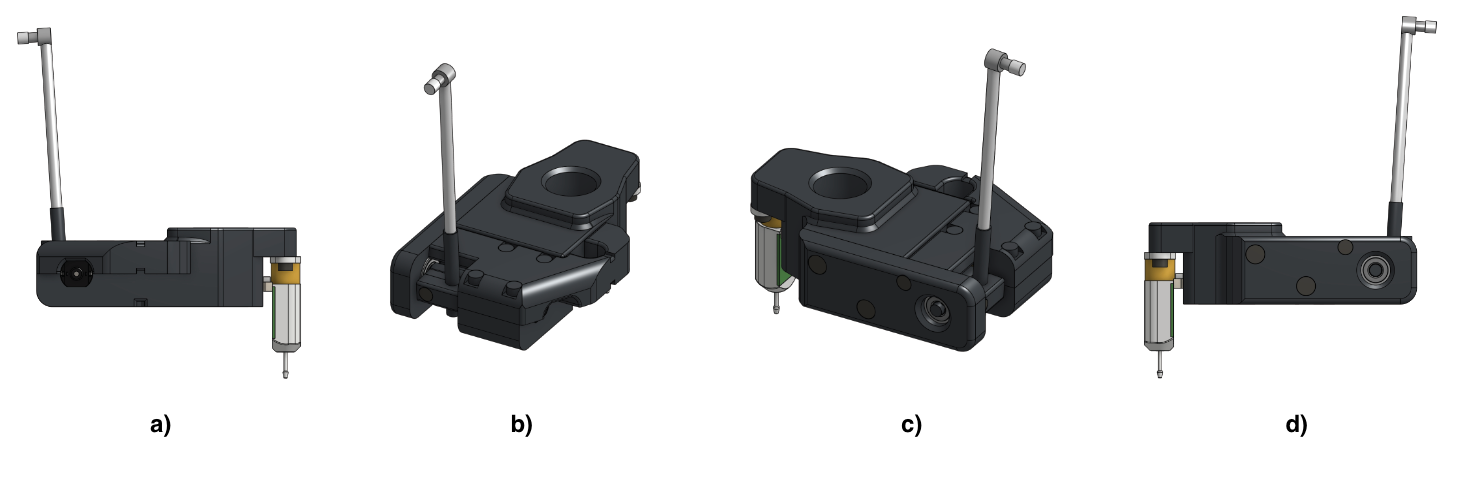
Figure 4: Rotated Views of the Impact Hammer Actuator
The impulse hammer actuator control loop is quite simple. Until power is applied to the hammer, the hammer static rests (Theta degrees from the vertical). When it is time to actuate the hammer, a short PWM pulse is sent to the motor controller. This induces a torque from the micro-gear motor, knocking the hammer out of static stability into an unloaded free fall. The hammer falls until it makes contact with the surface of the instrument, measured through the tip of the hammer. Once the contact is registered, a PID positional loop is activated to retract the hammer back to static stability, ready for the next hammer actuation. Video 1 shows an animation of the actuator movement and a high speed camera acquisition of the hammer making contact with a violin's surface.
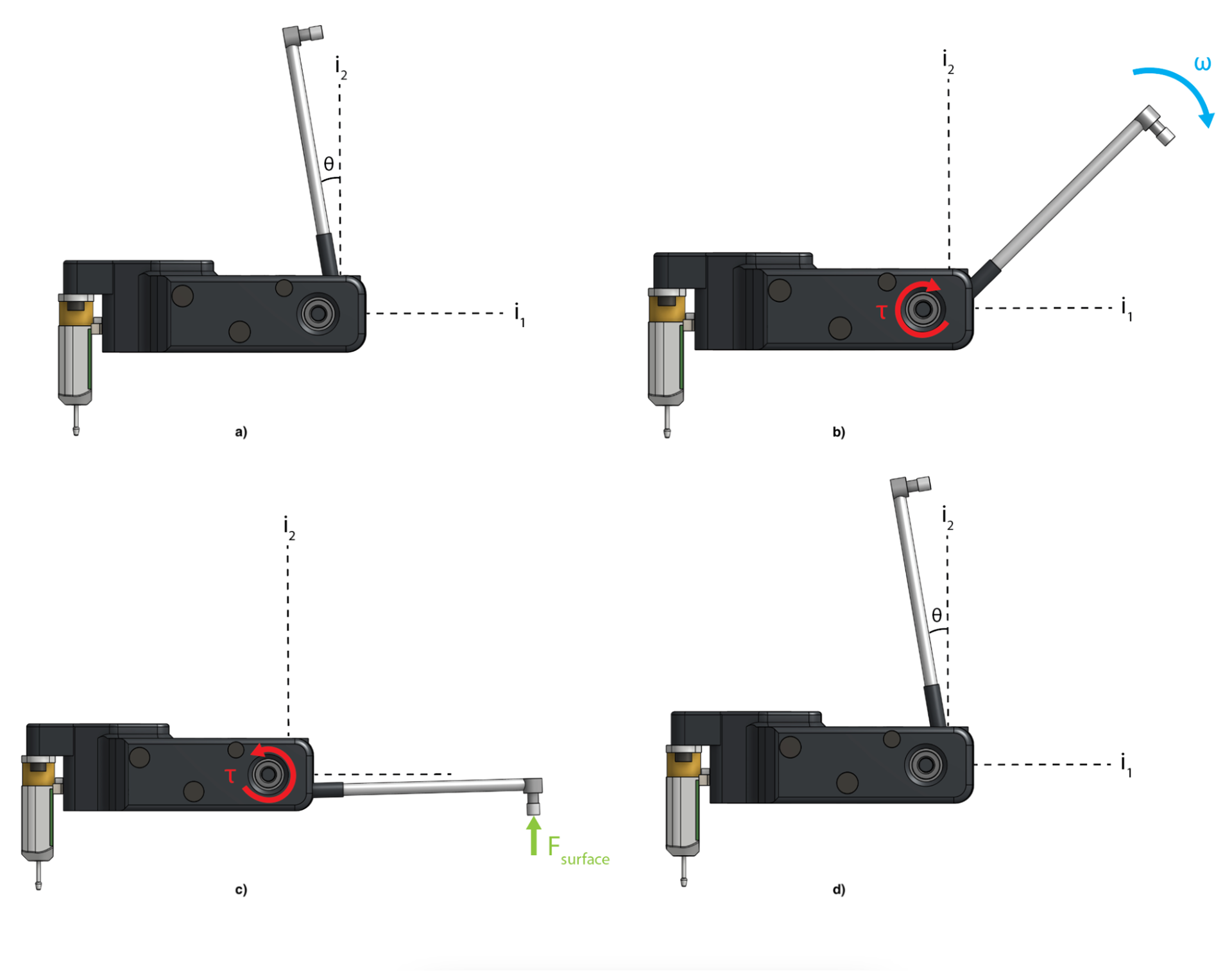
Figure 5: Impact Hammer Actuation Cycle
Video 1: Impact Hammer Actuation Animation
Final Analysis:
Video 2 shows a demonstration of impact hammer data acquisition of a violin using the system.
Video 2: Impact Hammer Automated Data Collection
Figure 6 shows 30 impacts with manual impulse hammer actuation; it is clear that the force input (amplitude) and contact time (width of the pulse) vary with a percent total deviation of 26.89%. Figure 6 also shows the same experiment performed by my automated impulse hammer actuator. The percent total deviation dropped down to 2.34% with a pulse time of ~0.24 ms.
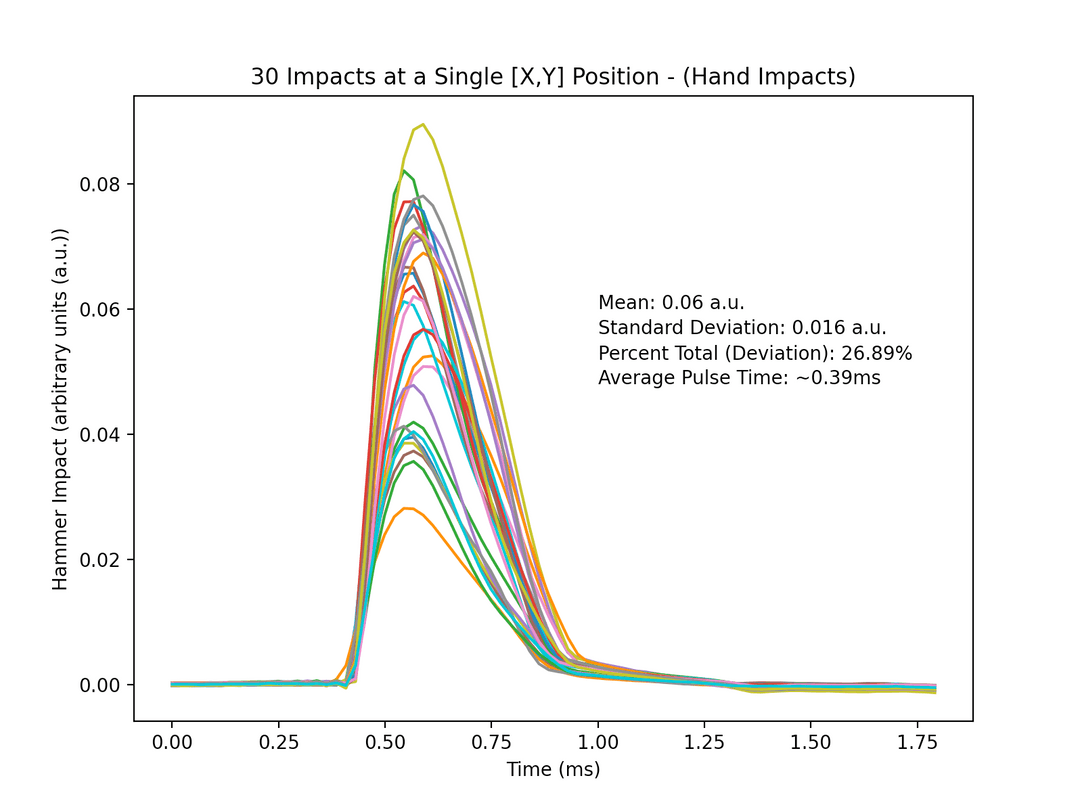
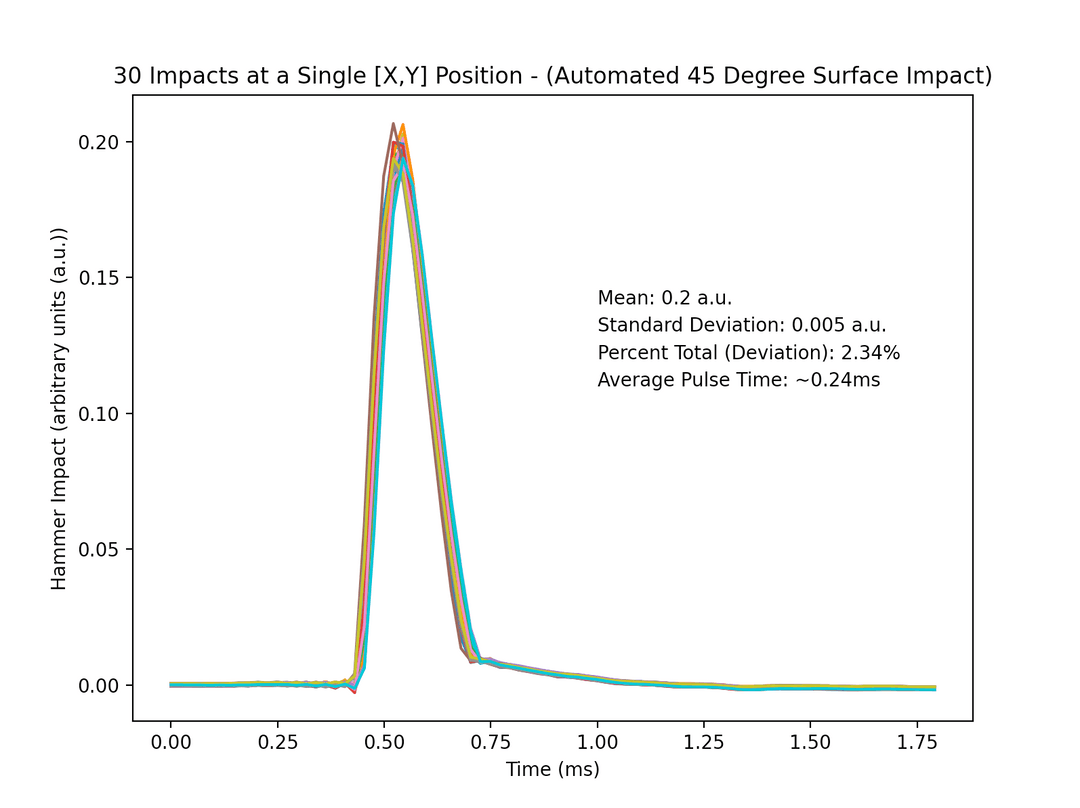
Figure 6: Comparison of Hand Actuation versus Automated Actuator